
端面形状、表面形状的准备指南
在损伤部分发生变形集中,因此容易产生折弯裂纹。如“折弯加工时的检查项目”所示,如果耐磨钢板的端面及表面形状较差,请使用机械砂轮等打磨,将该损伤部分加工平滑。
以下是改变凯发体育官网-凯发体育入口端面加工形状时的 fem 解析结果的示例。
结果表明,存在损伤时(b),凹入处的底部发生应力集中。
一般而言,关于损伤的深度与宽度的比例,通过磨平使损伤的深宽比大于 10 倍后,可消除损伤处的影响。

折弯加工的折弯力
对折弯加工时的荷载可概略计算。请计算必要的荷载,妥善选择加工设备。此外,如果加压模具或承载模具上有损伤等,表面形状较差,也存在转移到everhard钢板的表面发生应力集中的可能性,因此建议在加工前检查模具
表面,保证其平滑的状态。
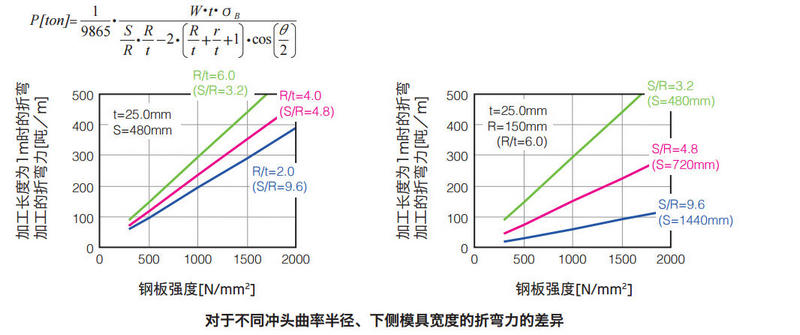
折弯加工时的荷载可按下式概略计算。

● 耐磨钢板强度 :σb为1.5倍时,折弯力也为1.5倍。
● 耐磨钢板厚度 :t为2.0倍时,与其2次方成正比,折弯力约为4.0倍。
● 折弯力随耐磨钢板强度、板厚的变化状况如下图所示。
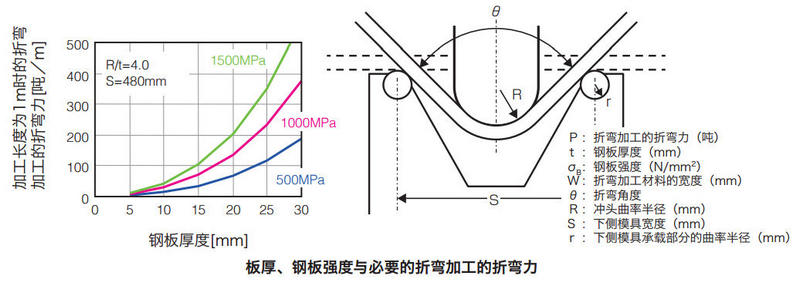
但是,作为折弯半径限值较大的everhard等高强度材料,由于冲头曲率半径较大,荷载比上式进一步增加。
在这种情况下,加大下侧模具的宽度,冲头与下侧模具的间隙增加,折弯加工的折弯力的增加减少。对此可按下式概
略计算。
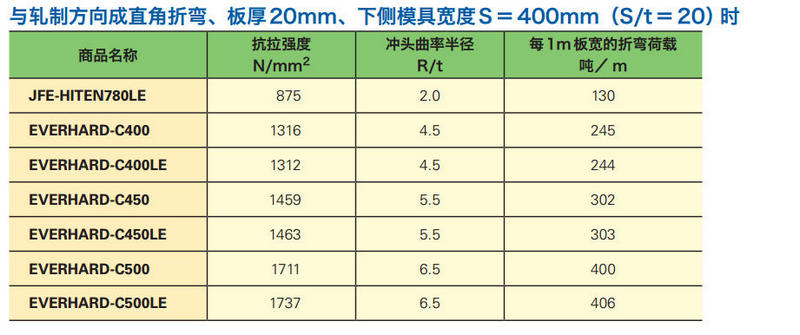
标准折弯荷载的大致标准

弹性回复量
折弯加工后会发生弹性回复(折弯回复),尤其对于高强度钢板的折弯加工无法避免。弹性回复的大小可按下式计算,请作为加压折弯形状的大致标准。
此外,以折弯 90 度为例,不同的钢板强度、钢板厚度的弹性回复量如下图所示,请在加工中利用。

不同的钢板强度、板厚以及折弯条件将产生以下变化。
● 将钢板强度为 1000mpa 材料折弯 90 度时,弹性回复大约为 10 度。
● 钢板强度为 1.5 倍时,弹性回复也为 1.5 倍。
● 冲头曲率半径/板厚比相同时,钢板厚度几乎没有影响。
● 冲头曲率半径相同、钢板厚度为 1/2 倍时,弹性回复大约为 2.0 倍。
● 冲头曲率半径为 1.5 倍时,弹性回复大约为 1.5 倍。
● 折弯角度为 1.5 倍时,折弯回复大约为 1.5 倍。
为什么会发生折弯裂纹?
客户在折弯加工中可能有过这样的经历,在耐磨钢板表面发生折弯裂纹。折弯钢板时,在其表面发生了怎样的变化?
首先,让我们考虑发生裂纹的位置。折弯加工后,凸起侧伸展、凹入侧压缩。因伸展而拉伸的凸起侧的延伸量(拉伸变形)在表面最大。对此,经验表明,裂纹在该凸起侧的表面最容易发生。
那么,裂纹是在怎样的条件下发生的?对此,我们需要了解钢材的特性与折弯加工条件的关系。
钢材有其固有的“应力与变形的关系(应变曲线 :s-s 曲线)”(图 1)。钢板变形时,如果变形较小,应力与变形成正比(线性)上升。如果变形较大,这种正比关系被破坏,应力上升缓慢(塑性变形),并发生断裂。裂纹是在局部发生的断裂。
其次,让我们考虑折弯加工条件。表面的最大拉伸变形量在理论上为板厚的 1/2 除以折弯半径得到的数值。即折弯半径越小、变形越大,由此将发生越大的应力(图 2)。这就是折弯半径越小越容易发生裂纹的缘故。

另外,因受在本指南的“折弯加工时的检查项目”中指出的因素影响,s-s 曲线从固有曲线发生改变。然而,作为被 s-s 曲线包围的领域(图 3 的面积 :a),在金属组织学上的同种钢材并不会发生较大变化,为此可以确定“易发生裂纹的条件”。
钢材种类(高强度化=高硬度化等)、折弯方向以及折弯回复等使其固有的 s-s 曲线自身发生改变。另一方面,因钢板宽度、端面形状、表面形状以及钢板表面发生的变形限制造成 s-s 曲线发生变化(称为多轴状态)。作为注意事项列出的这些因素都作用于导致应力增加的方向,因此至发生断裂的变形减小,易产生裂纹(图 3)。
